English
English русский
русский Español
Español عربى
عربىال صب الطرد المركزي عملية هي تقنية تصنيع يتم فيها صب المعدن المنصهر في قالب دوار، حيث تقوم قوة الطرد المركزي بتوزيع المادة إلى الخارج على جدار القالب، مما يؤدي إلى إنتاج مكونات أسطوانية أو على شكل حلقة كثيفة وعالية التكامل. إنها الطريقة المفضلة لهذه الأشكال الهندسية لأنها تقضي على الانكماش المركزي، وتقلل من المسامية، وتنتج أجزاء شبه شبكية ذات خصائص ميكانيكية فائقة - كل ذلك بدون تكلفة الأدوات المعقدة.
تُستخدم عملية الصب بالطرد المركزي في مختلف الصناعات بدءًا من البنية التحتية للطيران والفضاء والمياه، وتوفر باستمرار سماكة للجدران تتراوح من 5 مم إلى أكثر من 200 مم، مع تفاوتات أبعاد ضيقة تصل إلى ±0.5 مم ومعدلات إنتاج المواد تتجاوز 90% في العمليات المحسنة.
محتوى
- 1 كيف تعمل عملية الصب بالطرد المركزي؟ انهيار خطوة بخطوة
- 2 ما هي أنواع عمليات الصب بالطرد المركزي الموجودة؟ صحيح مقابل شبه مقابل الطرد المركزي
- 3 لماذا تختار عملية الصب بالطرد المركزي؟ المزايا الرئيسية على الأساليب المنافسة
- 4 كيف يمكن مقارنة الصب بالطرد المركزي مع طرق الصب الأخرى؟
- 5 ما هي الصناعات التي تعتمد أكثر على عملية الصب بالطرد المركزي؟
- 6 ما هي حدود عملية الصب بالطرد المركزي؟
- 7 كيف يتم تحديد معلمات عملية الصب بالطرد المركزي الرئيسية؟
- 8 ما هي المواد المتوافقة مع عملية الصب بالطرد المركزي؟
- 9 الأسئلة المتداولة حول عملية الصب بالطرد المركزي
- 9.1 س: ما هو الحد الأدنى والحد الأقصى لحجم الأجزاء المنتجة عن طريق الصب بالطرد المركزي؟
- 9.2 س: كيف يحقق الصب بالطرد المركزي خواص ميكانيكية أفضل من صب الرمل؟
- 9.3 س: هل عملية الصب بالطرد المركزي مناسبة لإنتاج الحجم المنخفض أو الإنتاج الأولي؟
- 9.4 س: ما هي معايير الجودة المطبقة على المنتجات المصبوبة بالطرد المركزي؟
- 9.5 س: هل يمكن تصنيع الأجزاء ثنائية المعدن باستخدام عملية الصب بالطرد المركزي؟
- 9.6 س: ما هو التأثير البيئي للصب بالطرد المركزي مقارنة بالعمليات الأخرى؟
- 10 الخلاصة: لماذا تظل عملية الصب بالطرد المركزي لا غنى عنها
كيف تعمل عملية الصب بالطرد المركزي؟ انهيار خطوة بخطوة
ال centrifugal casting process works by using rotational force — not gravity alone — to fill and solidify the mold. Below is how the process unfolds in a production environment:
الخطوة 1 - تحضير القالب
يتم تسخين قالب الفولاذ أو الجرافيت مسبقًا إلى درجة حرارة تتراوح بين 150 درجة مئوية و300 درجة مئوية، اعتمادًا على السبيكة التي يتم صبها. يتم تطبيق طلاء مقاوم للحرارة أو بطانة رملية على سطح القالب الداخلي لمنع الالتصاق وإدارة نقل الحرارة. يؤثر سمك الطلاء المناسب - عادة من 1 إلى 3 مم - بشكل مباشر على جودة تشطيب السطح.
الخطوة 2 - بدء التناوب
ال mold is mounted on a horizontal or vertical spinning axis and brought up to the required rotational speed. For most metals, this ranges from 300 to 3,000 RPM. The exact speed is governed by the formula: N = (30/π) × √(جم/ص) حيث ز هو تسارع الجاذبية و ص هو نصف القطر الداخلي للقالب. يستهدف المهندسون عامل G (نسبة قوة الطرد المركزي إلى الجاذبية) بين 60 و80 لمعظم المعادن.
الخطوة 3 - صب المعادن
يُسكب المعدن المنصهر في القالب الدوار من خلال مغرفة أو حوض ثابت. تعمل قوة الطرد المركزي على دفع المعدن فورًا على جدار القالب بقوة 75-100 ضعف قوة الجاذبية، مما يضمن ملء التجويف بالكامل. يتم التحكم في معدل الصب بعناية لتجنب الاضطراب الذي يمكن أن يسبب انحباس الأكسيد.
الخطوة 4 - التصلب الاتجاهي
ال metal solidifies progressively from the outer wall inward. Because denser material is continuously pushed outward, slag, oxides, and lighter impurities migrate toward the inner bore. This self-cleaning mechanism is one of the centrifugal casting process's most valuable attributes — the inner bore can be machined away along with its concentrated impurities, leaving a clean, homogeneous structure.
الخطوة 5 - الاستخراج والتشطيب
بمجرد اكتمال التصلب، يتم إيقاف القالب ويتم استخراج الصب. ثم يخضع بعد ذلك للمعالجة الحرارية (إذا لزم الأمر)، والحفر الخشن للقطر الداخلي، والتصنيع النهائي لتحقيق التفاوتات المحددة. قد يتم تطبيق الاختبارات غير المدمرة — مثل الفحص بالموجات فوق الصوتية أو التصوير الشعاعي — للتطبيقات الحرجة.
ما هي أنواع عمليات الصب بالطرد المركزي الموجودة؟ صحيح مقابل شبه مقابل الطرد المركزي
الre are three distinct variants of the centrifugal casting process, each suited to different part geometries and production volumes.
| اكتب | محور الدوران | الأساسية المطلوبة؟ | الأجزاء النموذجية | شكل التجويف الداخلي |
| الطرد المركزي الحقيقي | أفقي أو عمودي | لا | الأنابيب والأنابيب وبطانات الاسطوانة | أسطواني (يتشكل عن طريق الدوران) |
| شبه الطرد المركزي | عمودي | نعم (للحمل) | العجلات والبكرات والأقراص | على شكل الأساسية |
| الطرد المركزي (الضغط) | عمودي | نعم | أجزاء دقيقة صغيرة، مجوهرات، طب الأسنان | معقدة، محددة العفن |
الجدول 1: مقارنة بين ثلاثة متغيرات لعملية الصب بالطرد المركزي حسب المحور والاستخدام الأساسي والتطبيق النموذجي
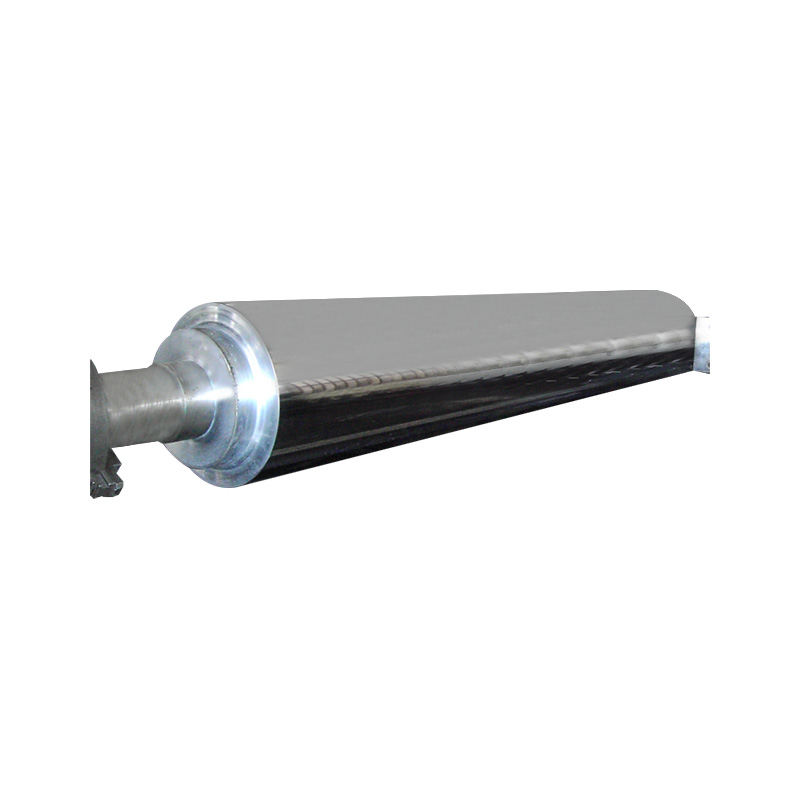
صحيح الصب بالطرد المركزي هي الطريقة الأكثر استخدامًا والتي يُشار إليها غالبًا ببساطة باسم "عملية الصب بالطرد المركزي". إنها لا تتطلب قلبًا مركزيًا للتجويف، مما يجعلها اقتصادية بشكل استثنائي لإنتاج الأنابيب والأنابيب ذات الحجم الكبير. يمكن لآلة الطرد المركزي الحقيقية ذات المحور الأفقي أن تقوم بصب أنبوب من حديد الدكتايل بطول 6 أمتار في أقل من 4 دقائق.
لماذا تختار عملية الصب بالطرد المركزي؟ المزايا الرئيسية على الأساليب المنافسة
ال centrifugal casting process delivers measurable performance advantages over static casting, sand casting, and investment casting — particularly for rotationally symmetric parts.
خصائص ميكانيكية متفوقة
تظهر الأجزاء المصبوبة بالطرد المركزي بنية مجهرية كثيفة الحبيبات بسبب التصلب السريع تحت الضغط العالي. بالمقارنة مع معادلات الرمل المصبوب:
- يمكن أن تكون قوة الشد أعلى بنسبة 10-15%
- الاستطالة (الليونة) تتحسن تصل إلى 20%
- تزداد مقاومة التعب بشكل كبير في تطبيقات الخدمة الدوارة
- يتم تقليل المسامية إلى ما يقرب من الصفر في الجدار الهيكلي الخارجي
كفاءة المواد العالية
نظرًا لعدم الحاجة إلى مجاري أو صوامع أو بوابات في عملية الصب بالطرد المركزي الحقيقية، تصل معدلات إنتاج المعادن عادةً إلى 90-95% من الوزن الإجمالي للصب. بالمقارنة، عادةً ما ينتج صب الاستثمار ما بين 50 إلى 60٪ فقط، مع فقدان الباقي في نظام البوابات.
القضاء على النوى للثقوب الأسطوانية
ال inner bore of a true centrifugally cast tube is formed entirely by the physics of rotation. This removes the need for sand cores, which are a primary source of dimensional variation and casting defects in traditional methods. The result is a bore that is inherently concentric with the outer diameter.
تنقية الذات من الذوبان
أثناء التصلب، تقوم قوى G بتقسيم الصب إلى طبقات شعاعيًا حسب الكثافة. تنتقل شوائب الأكسيد والخبث وفقاعات الغاز - وكلها أخف من المعدن الأساسي - إلى سطح التجويف الداخلي. يمكن إزالة هذه المنطقة آليًا، مما يترك الجدار الهيكلي خاليًا بشكل أساسي من الشوائب. يعد تأثير التنقية الذاتية فريدًا بالنسبة لعملية الصب بالطرد المركزي ولا يمكن تكراره في العمليات الثابتة.
توافق واسع من السبائك
ال process accommodates a broad range of materials, including gray iron, ductile iron, carbon steel, stainless steel, nickel-based superalloys, copper alloys, aluminum alloys, and titanium. Bimetallic or multi-layer castings can also be produced by sequentially pouring different alloys.
كيف يمكن مقارنة الصب بالطرد المركزي مع طرق الصب الأخرى؟
يتطلب اختيار طريقة الصب الصحيحة تقييم عوامل متعددة. يقيس الجدول أدناه عملية الصب بالطرد المركزي مقابل البدائل الثلاثة الأكثر شيوعًا للمكونات الأنبوبية أو المتماثلة دورانيًا.
| المعيار | صب الطرد المركزي | صب الرمل | صب الاستثمار | يموت الصب |
| مستوى المسامية | منخفض جدًا | معتدل - مرتفع | منخفض | منخفض–Moderate |
| تكلفة الأدوات | منخفض–Medium | منخفض | متوسط | عالية |
| العائد المادي | 90-95% | 60-75% | 50-60% | 85-92% |
| هندسة الجزء | أسطوانية، حلقات | غير مقيد | معقدة وصغيرة | معقدة ورقيقة الجدار |
| الانتهاء من السطح (رع) | 3.2-12.5 ميكرومتر | 6.3-25 ميكرومتر | 1.6-3.2 ميكرومتر | 1.6-6.3 ميكرومتر |
| نطاق السبائك | واسعة جدًا | واسعة | واسعة | محدود (منخفض MP) |
| حجم الإنتاج | متوسط–High | منخفض–High | متوسط | عالية |
الجدول 2: مقارنة أداء الصب بالطرد المركزي مقابل الرمل والاستثمار والصب بالقالب عبر سبعة معايير رئيسية
ال centrifugal casting process is the clear leader for cylindrical parts requiring high structural integrity. Its limitation is geometry: parts with non-symmetric, complex external features are better served by investment or sand casting.
ما هي الصناعات التي تعتمد أكثر على عملية الصب بالطرد المركزي؟
ال centrifugal casting process is embedded in the supply chains of multiple critical industries, each leveraging its unique combination of structural quality and material efficiency.
البنية التحتية للمياه والصرف الصحي
يتم إنتاج أنابيب حديد الدكتايل لإمدادات المياه البلدية بشكل حصري تقريبًا عن طريق الصب بالطرد المركزي الأفقي. يتجاوز الإنتاج العالمي السنوي 10 ملايين طن. تضمن هذه العملية سماكة جدار ثابتة وبنية خالية من العيوب قادرة على تحمل الضغوط الداخلية التي تصل إلى 64 بار.
النفط والغاز والبتروكيماويات
تُستخدم الأنابيب المصبوبة بالطرد المركزي ذات السبائك العالية المصنوعة من الفولاذ المقاوم للصدأ والنيكل في أفران الإصلاح وأنابيب تكسير الإيثيلين وأنظمة أنابيب المصافي التي تعمل عند درجات حرارة أعلى من 1000 درجة مئوية. يجب أن تقاوم هذه المكونات الزحف، والأكسدة، والكربنة - ويتطلب الأداء أن عملية الصب بالطرد المركزي فقط هي التي يمكن أن تلبي اقتصاديًا بأقطار كبيرة.
الفضاء والدفاع
حلقات سبائك التيتانيوم والمساكن التي تحمل سبائك النيكل الفائقة والتي يتم إنتاجها عن طريق الصب بالطرد المركزي تخدم تطبيقات المحركات النفاثة والصواريخ. إن متطلبات المسامية القريبة من الصفر للأجزاء الحرجة للطيران تجعل من عملية الصب بالطرد المركزي واحدة من الخيارات القليلة القابلة للتطبيق ذات الشكل القريب من الشبكة.
السيارات والآلات الثقيلة
يتم إنتاج بطانات أسطوانات المحرك، وأسطوانات المكابح، والبطانات، وأكمام المحامل بكميات كبيرة باستخدام عملية الصب بالطرد المركزي. تزن بطانة أسطوانة السيارة الواحدة عادة 0.5-2.5 كجم ويتم صبها في الحديد الرمادي عند 900-1000 دورة في الدقيقة مع أوقات دورة أقل من 60 ثانية.
توليد الطاقة
تعتمد حلقات التوربينات البخارية وأكمام المولدات وأنابيب المبادلات الحرارية في محطات الطاقة النووية والحرارية على الصب بالطرد المركزي لضمان سلامة أوعية الضغط ومتطلبات التجانس التي تفرضها قوانين مثل ASME القسم III.
ما هي حدود عملية الصب بالطرد المركزي؟
على الرغم من مزاياها العديدة، فإن عملية الصب بالطرد المركزي لها حدود محددة جيدًا يجب على المهندسين مراعاتها أثناء التصميم.
- قيود الهندسة: ال process is most effective for parts with rotational symmetry. Non-round external profiles require additional machining, increasing cost.
- فصل التجويف الداخلي: قد تنفصل عناصر السبائك الأخف (الكربون والسيليكون في بعض السبائك) عن التجويف الداخلي، مما يؤدي إلى تكوين تدرج تركيبي. تعمل معالجة التجويف على تخفيف ذلك ولكنها تضيف إلى دورة العملية.
- قيود الحجم: تصبح الأقطار الكبيرة جدًا (أعلى من ~ 2500 مم) صعبة ميكانيكيًا للدوران بشكل موحد، وترتفع تكلفة المعدات الرأسمالية بشكل حاد.
- توحيد سمك الجدار: في الآلات ذات المحور الرأسي، يمكن أن تسبب تأثيرات الجاذبية اختلافًا طفيفًا في سمك الجدار على طول ارتفاع الجزء، مما يتطلب تحكمًا دقيقًا في العملية.
- غير مناسب للميزات الخارجية المعقدة: لا يمكن تشكيل الحواف أو الرؤوس أو الزعانف الخارجية عن طريق الدوران وحده ويجب تشكيلها آليًا أو تشكيلها في عملية ثانوية.
كيف يتم تحديد معلمات عملية الصب بالطرد المركزي الرئيسية؟
يتحكم مهندسو العمليات في خمسة متغيرات أساسية لتحقيق جودة جزء متسقة في عملية الصب بالطرد المركزي.
| المعلمة | النطاق النموذجي | التأثير على الجودة |
| سرعة الدوران (دورة في الدقيقة) | 300 – 3,000 دورة في الدقيقة | يتحكم في عامل G؛ منخفضة جدًا ← مسامية؛ عالية جدًا → الفصل |
| درجة حرارة الصب | السائل 50-150 درجة مئوية | يؤثر على معدل السيولة والتعبئة والتصلب |
| درجة حرارة التسخين المسبق للقالب | 150 - 300 درجة مئوية | يؤثر على معدل التبريد وحجم الحبوب في الجدار الخارجي |
| معدل صب | خاص بالتطبيق | سريع جدًا → الاضطراب وشوائب الأكسيد؛ بطيء جدًا → التصلب المبكر |
| سمك الطلاء | 1 - 3 ملم | يتحكم في نقل الحرارة والتشطيب السطحي للجدار الخارجي |
الجدول 3: معلمات العملية الرئيسية في الصب بالطرد المركزي وآثارها على الجودة
ما هي المواد المتوافقة مع عملية الصب بالطرد المركزي؟
ال centrifugal casting process is one of the most alloy-agnostic metalworking techniques available. The following materials are regularly processed:
- الحديد الرمادي والحديد المرن: ال most common centrifugally cast materials globally, used for pipes, liners, and housings.
- الكربون والفولاذ منخفض السبائك: تستخدم لأوعية الضغط والبكرات والحلقات الهيكلية.
- الفولاذ المقاوم للصدأ (سلسلة 300 و400): تستخدم على نطاق واسع في المعالجة الكيميائية وأنابيب الغذاء الصف.
- السبائك الفائقة القائمة على النيكل (إنكونيل، هاستيلوي): للتطبيقات ذات درجات الحرارة العالية والمقاومة للتآكل فوق 900 درجة مئوية.
- سبائك النحاس (البرونز والنحاس): للبطانات والمحامل والتطبيقات البحرية التي تتطلب مقاومة التآكل والاحتكاك المنخفض.
- سبائك الألومنيوم: تطبيقات خفيفة الوزن مثل المكابس والحلقات ومكونات الفضاء الجوي.
- سبائك التيتانيوم: الغرسات الطبية، حلقات الفضاء الجوي؛ يتم صبها عادةً في فراغ أو جو خامل لمنع الأكسدة.
الأسئلة المتداولة حول عملية الصب بالطرد المركزي
س: ما هو الحد الأدنى والحد الأقصى لحجم الأجزاء المنتجة عن طريق الصب بالطرد المركزي؟
ج: يمكن أن تنتج عملية الصب بالطرد المركزي أجزاء يتراوح قطرها الداخلي من 25 مم (البطانات الصغيرة) إلى أكثر من 3000 مم (حلقات صناعية كبيرة أو قطع أنابيب). وتتراوح سماكة الجدار عادةً من 5 مم إلى 200 مم، وأطوال تصل إلى 6000 مم للآلات الأفقية.
س: كيف يحقق الصب بالطرد المركزي خواص ميكانيكية أفضل من صب الرمل؟
ج: إن الجمع بين الضغط العالي بقوة الجاذبية والتبريد الخارجي السريع لجدار القالب وطرد الشوائب إلى التجويف ينتج بنية حبيبية أكثر دقة وأكثر كثافة في الأجزاء المصبوبة بالطرد المركزي. ويترجم هذا بشكل مباشر إلى قوة شد أعلى، ومقاومة أفضل للتعب، وتحسين إحكام الضغط مقارنة بالمعادلات المصبوبة بشكل ثابت من نفس التركيبة.
س: هل عملية الصب بالطرد المركزي مناسبة لإنتاج الحجم المنخفض أو الإنتاج الأولي؟
ج: نعم، خاصة بالنسبة للأجزاء التي يتراوح قطرها من 100 إلى 500 مم حيث تكون تكلفة القالب معتدلة وأوقات الإعداد قصيرة. في حين أن العملية تكون أكثر اقتصادا في الأحجام المتوسطة إلى العالية، فإن تكلفة الأدوات المنخفضة مقارنة بالصب بالقالب تجعلها في متناول عمليات التشغيل الأصغر. يمكن لقالب إنتاج واحد بحجم أنبوب قياسي أن يلقي آلاف الأجزاء قبل الاستبدال.
س: ما هي معايير الجودة المطبقة على المنتجات المصبوبة بالطرد المركزي؟
ج: اعتمادًا على التطبيق، قد تكون المكونات المصبوبة بالطرد المركزي مطلوبة للوفاء بالمعايير بما في ذلك ASTM A518 (الحديد عالي السيليكون المقاوم للتآكل)، ASTM A278 (الأجزاء المحتوية على ضغط الحديد الرمادي)، ISO 2531 (أنابيب حديد الدكتايل)، ومعايير ASME لمكونات الاحتفاظ بالضغط. قد تتطلب تطبيقات الطيران والدفاع بالإضافة إلى ذلك الامتثال لـ AMS وNADCAP.
س: هل يمكن تصنيع الأجزاء ثنائية المعدن باستخدام عملية الصب بالطرد المركزي؟
ج: نعم. من خلال صب سبيكة واحدة أولاً والسماح لها بالتصلب جزئيًا، ثم صب سبيكة ثانية قبل أن تصبح الأولى صلبة تمامًا، يمكن للمهندسين إنشاء أنابيب ثنائية المعدن مرتبطة معدنيًا. التركيبة الشائعة هي طبقة خارجية من الحديد الأبيض المقاوم للتآكل ومرتبطة بنواة داخلية صلبة من حديد اللدنة - تستخدم في لفات المطاحن ومعدات الخلط الصناعية.
س: ما هو التأثير البيئي للصب بالطرد المركزي مقارنة بالعمليات الأخرى؟
ج: إن إنتاجية المواد العالية (90-95%) من عملية الصب بالطرد المركزي تقلل بشكل كبير من استهلاك المواد الخام وتوليد الخردة مقارنة بصب الرمل. يؤدي غياب النوى الرملية أيضًا إلى القضاء على انبعاثات المادة الرابطة الفينولية المرتبطة بصنع النوى. يعد استهلاك الطاقة لكل كيلوغرام من المسبوكات القابلة للاستخدام من بين أقل عمليات تشكيل المعادن دقةً في الأشكال الهندسية الأسطوانية.
الخلاصة: لماذا تظل عملية الصب بالطرد المركزي لا غنى عنها
ال centrifugal casting process has remained the dominant method for producing cylindrical metal components for over 150 years — not through inertia, but through continued relevance. Its physics-driven self-purification, high material yield, superior mechanical output, and broad alloy compatibility give it advantages that no competing process matches for its target geometry.
مع توجه الصناعات نحو مواد ذات أداء أعلى، وتفاوتات أكثر صرامة، وتقليل البصمة البيئية، فإن عملية الصب بالطرد المركزي في وضع جيد لتبقى أساس التصنيع للأنابيب والأنابيب والبطانات والحلقات والأكمام في كل قطاع صناعي رئيسي. يجب على المهندسين الذين يحددون المكونات الجديدة تقييم عملية الصب بالطرد المركزي في وقت مبكر من مرحلة التصميم - خاصة عندما تكون سلامة الجدار، وضيق الضغط، وكفاءة المواد ذات أهمية قصوى.