English
English русский
русский Español
Español عربى
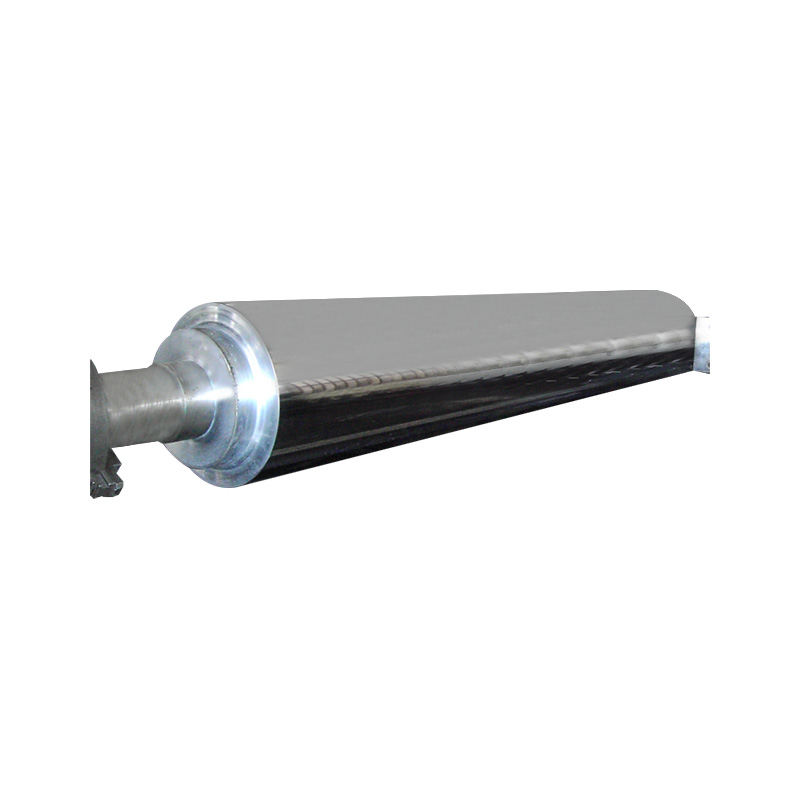
عربىلفات سبائك الصلب للأفران عبارة عن مكونات أسطوانية مقاومة للحرارة يتم تركيبها داخل أفران مستمرة، وخطوط التلدين، وخطوط الجلفنة، وأنظمة المعالجة الحرارية لنقل ودعم وتوجيه شرائح الفولاذ أو الصفائح أو الكتل الفولاذية عبر مناطق معالجة ذات درجة حرارة عالية عند درجات حرارة تتراوح من 700 درجة مئوية إلى أكثر من 1200 درجة مئوية، حيث يتأكسد الفولاذ الكربوني القياسي ويزحف ويفشل بسرعة. يحدد الاختيار الصحيح لتركيبة السبائك وطريقة التصنيع ومعالجة السطح عمر خدمة اللفة وجودة سطح المنتج ومدة تشغيل الفرن - وكلها تؤثر بشكل مباشر على اقتصاديات خطوط معالجة الفولاذ والألومنيوم. يشرح هذا الدليل كيفية عمل بكرات أفران سبائك الصلب، ودرجات السبائك المستخدمة في نطاقات درجات حرارة مختلفة، وكيفية مقارنة طرق الصب والتصنيع، وما هي أوضاع الفشل التي يجب توقعها ومنعها.
محتوى
- 1 لماذا لا يمكن استخدام الفولاذ القياسي في لفات الفرن
- 2 ما هي درجات السبائك المستخدمة في لفات الفرن؟
- 3 مقارنة درجة السبائك لفات الفرن
- 4 كيف يتم تصنيع لفات فرن سبائك الصلب؟
- 5 مقارنة طريقة التصنيع
- 6 كيف تعمل المعالجات السطحية للفرن على إطالة عمر الخدمة
- 7 أوضاع الفشل الشائعة لفات أفران سبائك الصلب وكيفية الوقاية منها
- 8 المواصفات الأساسية التي يجب تحديدها عند طلب لفات أفران سبائك الصلب
- 9 الأسئلة المتداولة حول لفائف سبائك الصلب للأفران
- 9.1 ما هو الفرق بين السبائك المعدلة HK40 و HP لفات الفرن؟
- 9.2 كم مرة يجب استبدال لفات فرن سبائك الصلب؟
- 9.3 هل يمكن إصلاح وتجديد لفات فرن سبائك الفولاذ بدلاً من استبدالها؟
- 9.4 ما الذي يسبب تراكم لفات الفرن وكيف تتم إزالته؟
- 9.5 ما هي اختبارات الجودة التي يجب أن تمر بها لفات فرن سبائك الصلب قبل التسليم؟
- 10 الخلاصة: مطابقة لفائف سبائك الصلب لمتطلبات الفرن الخاص بك
لماذا لا يمكن استخدام الفولاذ القياسي في لفات الفرن
يفقد الفولاذ الكربوني القياسي سلامته الهيكلية عند درجة حرارة تزيد عن 450 درجة مئوية تقريبًا ويبدأ في أكسدة السطح بسرعة فوق 550 درجة مئوية، مما يجعله غير مناسب تمامًا لخدمة لفات الفرن حيث تتجاوز درجات الحرارة بشكل روتيني 900 إلى 1100 درجة مئوية في خطوط التلدين والجلفنة المستمرة.
تختلف التحديات التي يجب أن تتغلب عليها لفات الفرن بشكل أساسي عن تلك التي يواجهها أي مكون ميكانيكي دوار آخر في مصنع الصلب:
- زحف الحرارة المرتفعة: عند درجات الحرارة المرتفعة، تتشوه المعادن لدنًا تحت حمل مستمر حتى عند ضغوط أقل بكثير من قوة خضوعها في درجة حرارة الغرفة. سوف تتدلى اللفة التي تعمل عند درجة حرارة 1100 درجة مئوية تحت وطأة شريط الفولاذ وتفقد هندستها الأسطوانية في غضون أسابيع إذا لم تكن السبيكة مصممة خصيصًا لمقاومة الزحف. تعمل إضافات سبائك الكروم والنيكل والتنغستن على رفع درجة الحرارة التي يصبح عندها الزحف ملحوظًا.
- الأكسدة والتحجيم: في الأجواء الجوية التي تزيد درجة حرارتها عن 600 درجة مئوية، يشكل الحديد قشور أكسيد سريعة النمو تتقشر وتلوث سطح الشريط. تشكل إضافات الكروم التي تزيد عن 18% طبقة ثابتة وملتصقة من أكسيد الكروم (Cr2O3) تحمي المعدن الأساسي من المزيد من الأكسدة - وهذه هي الآلية الأساسية وراء جميع سبائك الفولاذ المقاومة للحرارة المستخدمة في لفات الفرن.
- التعب الحراري: تواجه أسطوانات الفرن دورات حرارية متكررة أثناء بدء الإنتاج وتوقفه وفواصل الشريط. يمكن أن تؤدي ضغوط التمدد والانكماش الحراري الناتجة عن تقلبات درجات الحرارة من 200 إلى 400 درجة مئوية إلى حدوث تشققات سطحية خلال أشهر على اللفات سيئة التصميم. تعتبر السبائك ذات معاملات التمدد الحراري المنخفضة ومقاومة التعب الحراري العالية ضرورية في اللفات الخاضعة لركوب الدراجات بشكل متكرر.
- الكربنة والنيترة: في بعض أجواء الفرن (الهيدروجين، مخاليط النيتروجين والهيدروجين، أو الغازات الواقية الغنية بالهيدروكربون)، يمكن أن ينتشر الكربون والنيتروجين من الغلاف الجوي إلى سطح اللفة، مما يؤدي إلى تقويض الطبقة القريبة من السطح وبدء التشظي. تقاوم السبائك ذات المحتوى العالي من الكروم والسيليكون الكربنة عن طريق الحفاظ على حاجز الأكسيد الواقي.
- التآكل والتراكم الميكانيكي: يؤدي الاتصال المباشر بين سطح اللفة والشريط الفولاذي المتحرك إلى حدوث تآكل ويتسبب في تراكم الأكسيد أو الزنك على سطح اللفة مما يؤدي إلى حدوث عيوب سطحية على الشريط المعالج. تؤثر صلابة سطح اللفة، والخشونة، والتقارب الكيميائي لمادة الشريط على قابلية التراكم.
ما هي درجات السبائك المستخدمة في لفات الفرن؟
تمتد لفات أفران سبائك الصلب نطاقًا تركيبيًا من درجات الفولاذ المقاوم للصدأ الأوستنيتي التي تحتوي على 18 إلى 25% كروم لتطبيقات درجات الحرارة المعتدلة حتى 900 درجة مئوية، من خلال سبائك النيكل والكروم المقاومة للحرارة للخدمة من 900 إلى 1100 درجة مئوية، إلى السبائك الفائقة المعقدة متعددة العناصر للتطبيقات الأكثر تطلبًا التي تزيد عن 1100 درجة مئوية.
1. 310 الفولاذ المقاوم للصدأ (25Cr-20Ni)
يعد الفولاذ المقاوم للصدأ AISI 310، الذي يحتوي على 25% كروم و20% نيكل، أكثر السبائك استخدامًا على نطاق واسع للفائف الفرن في نطاق 800 إلى 1050 درجة مئوية، مما يوفر مزيجًا ممتازًا من مقاومة الأكسدة وقوة الزحف والتكلفة مقارنة بدرجات السبائك الأكثر ارتفاعًا. يضمن محتوى الكروم بنسبة 25% مقياسًا ثابتًا وواقيًا لأكسيد الكروم عند درجة حرارة التشغيل، بينما يعمل محتوى النيكل بنسبة 20% على استقرار البنية الدقيقة الأوستنيتي ويوفر مقاومة للتعب الحراري. معظم لفات موقد فرن التلدين المستمر، ولفات الدخول والخروج، ولفائف اللجام في منطقة 850 إلى 1000 درجة مئوية يتم تصنيعها من سبيكة 310 مصبوبة أو مصنعة.
- الحد الأقصى لدرجة حرارة الخدمة المستمرة: 1050 درجة مئوية في الهواء
- الكثافة: 7.75 جم/سم3
- قوة الشد عند 900 درجة مئوية: حوالي 120 إلى 150 ميجا باسكال
- التطبيقات النموذجية: أفران التلدين المستمر، أفران التطبيع، خطوط التلدين بالمحلول
2. سبيكة هونج كونج 40 (25Cr-35Ni)
HK40، عبارة عن درجة مصبوبة بالطرد المركزي تحتوي على 25% كروم و35% نيكل مع إضافة الكربون الخاضعة للرقابة (0.35 إلى 0.45%)، هي السبيكة القياسية لبكرات المواقد شديدة التحمل في نطاق 1000 إلى 1150 درجة مئوية، مما يوفر قوة زحف فائقة تزيد عن 310 درجة من الفولاذ المقاوم للصدأ بسبب محتواها العالي من النيكل وآلية تقوية ترسيب الكربيد. تؤدي إضافة الكربون المتعمدة في HK40 إلى إنتاج كربيدات الكروم والنيكل التي تترسب على طول حدود الحبوب وداخل مصفوفة الأوستينيت أثناء المعالجة الحرارية، مما يؤدي إلى تقوية البنية المجهرية التي تزيد بشكل كبير من مقاومة الزحف عند درجات الحرارة حيث تبدأ السبائك الأخرى في الترهل تحت الحمل. تم تحديد HK40 بواسطة ASTM A608 وهي واحدة من أكثر سبائك الصب المقاومة للحرارة تميزًا في الاستخدام الصناعي.
- الحد الأقصى لدرجة حرارة الخدمة المستمرة: 1,150 درجة مئوية
- قوة تمزق زحف تبلغ 100000 ساعة عند 1000 درجة مئوية: حوالي 20 إلى 25 ميجا باسكال
- التطبيقات النموذجية: أفران ذات عارضة متحركة، وأفران دافعة، وأفران إعادة تسخين للقضبان المعدنية والبلاطة
- طريقة التصنيع: الصب بالطرد المركزي (الأنابيب واللفات)، الصب الثابت (المجلات الطرفية والشفاه)
3. سبائك HP المعدلة (25Cr-35Ni مع السبائك الدقيقة)
تمثل سبائك HP المعدلة تطور HK40 مع إضافات النيوبيوم (0.5 إلى 1.5%)، أو التنغستن (1 إلى 3%)، أو التيتانيوم (0.1 إلى 0.5%) التي تعمل على تحسين توزيع الكربيد وإنشاء رواسب تقوية إضافية، مما يطيل عمر الخدمة بنسبة 30 إلى 50% مقارنة بـ HK40 القياسي عند درجات حرارة أعلى من 1050 درجة مئوية. تعتبر إضافات النيوبيوم فعالة بشكل خاص لأنها تشكل كربيدات NbC الدقيقة التي تكون أكثر استقرارًا عند درجات الحرارة المرتفعة من كربيدات الكروم التي تخشن وتفقد تأثير التعزيز في HK40 القياسي أثناء التعرض للخدمة الطويلة. حلت درجات HP-Nb وHP-W إلى حد كبير محل HK40 القياسي في تركيبات الأفران الجديدة حيث تتجاوز درجة حرارة الخدمة القصوى 1050 درجة مئوية.
- الحد الأقصى لدرجة حرارة الخدمة المستمرة: من 1150 إلى 1200 درجة مئوية
- ميزة عمر الخدمة على HK40: أطول بنسبة 30 إلى 50% عند درجات حرارة أعلى من 1050 درجة مئوية
- التطبيقات النموذجية: مناطق اصطدام اللهب المباشر في أفران إعادة التسخين، وحفر النقع ذات درجة الحرارة العالية
4. السبائك الفائقة ذات قاعدة النيكل للخدمة القصوى
عند أعلى درجة حرارة أعلى من 1150 درجة مئوية، تُستخدم السبائك الفائقة القائمة على النيكل مع محتويات الكروم بنسبة 20 إلى 30٪ وعناصر تقوية إضافية بما في ذلك الألومنيوم والتيتانيوم والكوبالت والموليبدينوم في اللفائف في مناطق الأفران الأكثر شدة، على الرغم من وجود علاوة تكلفة تتراوح من ثلاث إلى خمس مرات فوق معيار HK40. تحافظ هذه السبائك على قوة مفيدة عند درجات الحرارة حيث لا تتمتع السبائك ذات القاعدة الحديدية بأي مقاومة للزحف. يتم تحديدها عادةً فقط للفات في مناطق اللهب المباشر، أو أقسام فرن الأنبوب المشع بأقصى طاقة، أو في أفران التفريغ والجو المتحكم فيه حيث تبرر المادة المعالجة التكلفة العالية لمواد اللف ذات درجة الحرارة القصوى.
5. درجات منخفضة من السبائك لتطبيقات تحت 700 درجة مئوية
بالنسبة لأقسام الدخول والخروج من الفرن، ومناطق التسخين المسبق، وأقسام التبريد التي تعمل تحت 700 درجة مئوية، فإن السبائك منخفضة التكلفة بما في ذلك الفولاذ المقاوم للصدأ AISI 304 و316 و321، أو حتى درجات سبائك الفولاذ التي تحتوي على 9 إلى 12% من محتوى الكروم، توفر أكسدة كافية ومقاومة للزحف بتكلفة مادية منخفضة بشكل كبير. غالبًا ما تستخدم هذه الدرجات في بناء اللفائف المصنعة (تصميم الغلاف الملحوم والغطاء النهائي) بدلاً من المسبوكات الطاردة المركزية، مما يجعلها مناسبة تمامًا لللفائف ذات القطر الكبير حيث تكون تكاليف الصب باهظة.
مقارنة درجة السبائك لفات الفرن
يتطلب تحديد درجة السبيكة الصحيحة مطابقة درجة حرارة تشغيل اللفة، والغلاف الجوي، والحمل الميكانيكي، وعمر الخدمة المتوقع مع بيانات الأداء المعتمدة للسبائك - إن استخدام سبيكة غير محددة هو السبب الرئيسي لفشل لفة الفرن المبكر.
| درجة السبائك | محتوى الكروم والنيكل | أقصى درجة حرارة (درجة مئوية) | مقاومة الزحف | مقاومة الأكسدة | التكلفة النسبية | تطبيق نموذجي |
| 304/316 س.س | 18-20كر/8-12ني | 700 | منخفض | معتدل | منخفض | مناطق الدخول والخروج وأقسام التبريد |
| 310 سس | 25كر/20ني | 1,050 | متوسط | جيد | منخفض-Medium | أفران التلدين، خطوط الجلفنة |
| HK40 | 25كر/35ني | 1,150 | عالية | جيد جدًا | متوسط | إعادة تسخين الأفران، وأفران شعاع المشي |
| تم تعديل HP-Nb | 25كر/35ني Nb | 1200 | عالية جدًا | ممتاز | متوسط-High | عالية-temp soaking zones, direct flame |
| Ni-Base Superalloy | 20-30كر/50-70ني | 1,250 | استثنائي | ممتاز | عالية جدًا | مناطق درجات الحرارة القصوى، وأفران فراغ |
الجدول 1: درجات لفة فرن سبائك الصلب مقارنة بالتركيب ودرجة حرارة الخدمة القصوى والخواص الميكانيكية والتطبيق النموذجي.
كيف يتم تصنيع لفات فرن سبائك الصلب؟
يتم إنتاج لفائف سبائك الصلب للأفران من خلال ثلاث طرق تصنيع رئيسية - الصب بالطرد المركزي، والصب الثابت بالتشغيل الآلي، والتصنيع من مكونات السبائك المطاوع - كل منها يقدم مقايضات مختلفة في دقة الأبعاد، وجودة البنية الدقيقة، والتكلفة، والملاءمة لأحجام وتكوينات محددة للفة.
صب الطرد المركزي
يعتبر الصب بالطرد المركزي طريقة التصنيع المفضلة لغالبية قذائف لفة الفرن المصنوعة من سبائك الصلب، مما ينتج بنية مجهرية كثيفة وخالية من الفصل مع خصائص ميكانيكية فائقة مقارنة بالمصبوبات الثابتة من نفس تركيبة السبائك. في عملية الصب بالطرد المركزي، يتم صب السبائك المنصهرة في قالب أسطواني يدور بسرعة 300 إلى 1500 دورة في الدقيقة. تدفع قوة الطرد المركزي (عادةً ما بين 50 إلى 100 ضعف الجاذبية) المعدن الأكثر كثافة إلى الجدار الخارجي وتدفع الشوائب الأخف وزنًا ومسامية الغاز وشوائب الخبث نحو التجويف، حيث يتم إزالتها لاحقًا عن طريق التشغيل الآلي. الصب الناتج لديه:
- الجلد الخارجي الكثيف: الجزء الخارجي من 15 إلى 25 مم من قالب الطرد المركزي لا يحتوي بشكل أساسي على أي مسامية، مما يمنح أسطوانة اللف سلامة سطحية فائقة ومقاومة للأكسدة
- هيكل الحبوب الدقيقة: يؤدي التصلب السريع ضد قالب الغزل البارد إلى إنتاج بنية حبيبية أكثر دقة من الصب الثابت، مما يحسن مقاومة الزحف والتعب
- سمك الجدار ثابت: يمكن تحقيق التحكم في الأبعاد بمقدار زائد أو ناقص 2 إلى 3 مم على سمك الجدار، مما يقلل من السماح بالتشغيل الآلي
- نطاق الحجم: يعتبر الصب بالطرد المركزي أكثر اقتصادا بالنسبة للقذائف الملفوفة التي يتراوح قطرها الخارجي من 100 إلى 600 ملم وطولها من 500 إلى 4000 ملم.
صب ثابت مع الآلات الدقيقة
يتم استخدام الصب الثابت في قوالب الرمل أو السيراميك في المجلات النهائية، والشفاه، وهندسة نهايات اللف المعقدة التي لا يمكن إنتاجها عن طريق الصب بالطرد المركزي، وتستخدم أيضًا لتجميعات اللفائف الكاملة بأقطار صغيرة أو حيث لا تتوفر أدوات الصب بالطرد المركزي للسبائك المحددة المطلوبة. تتطلب المسبوكات الثابتة بدلات تصنيع أكبر (عادةً من 8 إلى 15 مم لكل سطح) لإزالة الجلد الخارجي المنفصل والتأكد من أن السطح المُشكَّل يكشف عن معدن سليم وخالي من العيوب. يتم التحكم في المسامية الداخلية من خلال التصميم الصاعد والتصلب المتحكم فيه، ولكن المسبوكات الثابتة عمومًا تتمتع بقوة تمزق زحف أقل من نظيراتها المصبوبة بالطرد المركزي بسبب بنية الحبوب الخشنة والفصل الأكبر.
بناء لفة ملفقة
يتم تجميع بكرات الفرن المُصنَّعة من أنابيب أو ألواح من السبائك المطاوع ملحومة بصفائح نهاية مصبوبة أو مطروقة، مما يوفر ميزة استخدام سبائك مطاوع عالية الجودة لقسم البرميل بينما توفر صفائح الصب الهندسة المعقدة اللازمة عند نهايات اللفائف. تعتبر اللفات المصنعة الخيار الأكثر اقتصادا للأقطار الكبيرة (أعلى من 600 مم) وتستخدم على نطاق واسع في أقسام فرن خط الجلفنة حيث تكون أقطار اللفائف من 600 إلى 1200 مم شائعة. تعتبر وصلات اللحام بين البرميل والمجلات النهائية عنصرًا حاسمًا في التصميم - يجب أن تكون مصنوعة من سبائك حشو متطابقة، ومعالجتها حراريًا بشكل صحيح لتخفيف الضغوط المتبقية، واختبارها بشكل غير مدمر قبل التثبيت لمنع تشقق اللحام أثناء الخدمة.
مقارنة طريقة التصنيع
يؤثر اختيار طريقة التصنيع بشكل كبير على أداء أسطوانة الفرن المصنوعة من سبائك الفولاذ، وعمر الخدمة، والتكلفة - يعد فهم هذه المقايضات أمرًا ضروريًا لمهندسي المشتريات الذين يحددون أسطوانات الفرن البديلة أو الجديدة البناء.
| عامل | صب الطرد المركزي | صب ثابت | ملفقة (المطاوع) |
| جودة البنية المجهرية | ممتاز (dense, fine grain) | جيد (coarser grain) | ممتاز (wrought structure) |
| قوة الزحف | عالية | متوسط | عالية |
| خطر المسامية | منخفض جدًا (المنطقة الخارجية) | متوسط | منخفض جدًا |
| أفضل نطاق القطر | 100-600 ملم | أي حجم | 300-1,200 ملم |
| هندسة النهاية المعقدة | محدودة | ممتاز | جيد (welded journals) |
| التكلفة النسبية | متوسط | منخفض-Medium | متوسط-High |
| المهلة الزمنية | 6-14 أسبوع | 8-16 أسبوع | 8-16 أسبوع |
الجدول 2: طرق تصنيع لفائف فرن سبائك الصلب مقارنة بجودة البنية المجهرية والقوة والقدرة على الحجم والتكلفة.
كيف تعمل المعالجات السطحية للفرن على إطالة عمر الخدمة
يمكن للمعالجات السطحية المطبقة على لفات أفران سبائك الفولاذ أن تطيل عمر خدمة البرميل بنسبة 50 إلى 200% مقارنة بالأسطح المصبوبة أو المصبوبة آليًا عن طريق تحسين مقاومة التآكل، وتقليل التصاق تراكم أكسيد الزنك أو الحديد، وتعزيز مقاومة الأكسدة في ظروف جو الفرن المحددة.
طلاءات الرش الحراري
يعمل وقود الأكسجين عالي السرعة (HVOF) وطلاءات رش البلازما للسيراميك بما في ذلك الألومينا (Al2O3) وأكسيد الكروم (Cr2O3) والزركونيا (ZrO2) المطبقة على براميل لفة الفرن الفولاذي على تحسين مقاومة التآكل بشكل كبير وتقليل التصاق أكسيد الحديد وتراكمات أكسيد الزنك التي تسبب عيوب سطح الشريط في خطوط الجلفنة والتليين. تحقق طلاءات أكسيد الكروم المطبقة بتقنية HVOF، والتي يبلغ سمكها عادةً 0.2 إلى 0.4 مم، قيم صلابة سطحية تتراوح من 1100 إلى 1400 فيكرز، مقارنة بـ 150 إلى 250 فيكرز لبرميل سبائك الفولاذ الأساسي. يقلل فرق الصلابة هذا بشكل كبير من معدل التآكل الناتج عن ملامسة المادة الكاشطة لشريط الفولاذ. يجب تقليل مسامية الطلاء إلى أقل من 1% لمنع الطلاء من العمل كمسار للغازات المؤكسدة للوصول إلى الركيزة المصنوعة من سبائك الفولاذ.
تراكب اللحام (المواجهة الصلبة)
توفر تراكب اللحام للمواد عالية السبائك، بما في ذلك السبائك الصلبة والنيكل والكروم أو رواسب كربيد الكوبالت والكروم على سطح البرميل، طبقة تآكل مرتبطة ميتالورجيًا تكون أكثر التصاقًا بكثير من طلاءات الرش الحراري ويمكن تطبيقها على اللفات الموجودة بالفعل في الخدمة أثناء عمليات إيقاف الصيانة المجدولة. يتم تطبيق طبقات اللحام بسمك 2 إلى 4 مم عن طريق القوس المنقول بالبلازما (PTA) أو عمليات اللحام بالقوس المغمور، ثم يتم طحنها إلى الأبعاد النهائية. التطبيق الأساسي لتراكب اللحام على لفات الفرن هو في لفات حمام الزنك ولفائف المصحح في خطوط الجلفنة بالغمس الساخن، حيث تشكل المركبات المعدنية بين الزنك والحديد ظروف تآكل شديدة عند 450 إلى 460 درجة مئوية.
طلاءات الانتشار
تؤدي عملية الألمنيوم والكروم لأسطح لفائف فرن سبائك الفولاذ عن طريق عمليات تدعيم العبوات أو ترسيب البخار الكيميائي (CVD) إلى إنشاء طبقة سطحية مرتبطة بالانتشار غنية بالألمنيوم أو الكروم والتي توفر مقاومة أكسدة معززة مقارنة بالسبائك الأساسية، خاصة في ظروف درجة الحرارة الدورية حيث يؤدي عدم تطابق التمدد الحراري إلى تشظي طبقات الرش الحراري. أظهرت الطلاءات المصنوعة من الألومنيوم على 310 لفات من الفولاذ المقاوم للصدأ تحسينات في مقاومة الأكسدة تعادل الانتقال إلى درجة سبائك أعلى بجزء بسيط من التكلفة، لا سيما في مناطق الأفران ذات التدوير الحراري السريع بين 600 و1000 درجة مئوية.
أوضاع الفشل الشائعة لفات أفران سبائك الصلب وكيفية الوقاية منها
يتيح فهم آليات فشل بكرات أفران سبائك الفولاذ لمهندسي الصيانة تنفيذ برامج الفحص المستهدفة، وضوابط إجراءات التشغيل، وترقيات المواد التي تعمل على إطالة عمر خدمة اللفائف وتقليل وقت توقف الفرن غير المخطط له.
- الترهل الحراري (انحراف الزحف): يمكن رؤيته على شكل قوس في برميل اللفة عند قياسه أثناء الصيانة. يحدث بسبب درجة حرارة التشغيل أعلى من حد مقاومة زحف السبيكة أو بسبب التعرض لفترات طويلة لارتفاع درجة الحرارة الموضعي نتيجة اصطدام الموقد. الوقاية: التحقق من درجة سبيكة اللف مقابل درجة حرارة التشغيل الفعلية للفرن (وليس درجة حرارة التصميم)، وزيادة قطر اللفة لتقليل حمل الوحدة، أو الترقية إلى سبيكة ذات قوة زحف أعلى.
- الأكسدة السطحية والتحجيم: الفقد التدريجي لقطر برميل اللفة من تكوين القشور والتشظي. يتم تسريعه بسبب عدم كفاية محتوى الكروم لدرجة حرارة التشغيل أو بسبب جو الفرن الذي يحتوي على رطوبة زائدة أو مركبات الكبريت. الوقاية: تحديد السبائك التي تحتوي على 25% كحد أدنى من الكروم للخدمة في درجات حرارة أعلى من 900 درجة مئوية؛ مراقبة تكوين جو الفرن. تقليل نقطة الندى في أفران الغلاف الجوي الهيدروجيني.
- تكسير التعب الحراري: تبدأ الشقوق السطحية المحيطية أو المحورية عند انقطاعات السطح وتنتشر إلى الداخل في ظل التدوير الحراري المتكرر. الأكثر شيوعًا في اللفات التي تخضع لبدء تشغيل الفرن بشكل متكرر، أو فواصل الشريط، أو التغيرات السريعة في درجات الحرارة. الوقاية: تنفيذ معدلات انحدار الفرن الخاضعة للرقابة أثناء بدء التشغيل؛ استخدام السبائك ذات معاملات التمدد الحراري المنخفضة؛ قم بتطبيق إجهاد الضغط المتبقي على السطح عن طريق الطحن المتحكم به للفات الجديدة قبل التثبيت.
- الإنشاء والالتقاط: تراكم أكسيد الحديد، وأكسيد الزنك، أو المعادن الزنك والحديد على سطح اللفة، مما يؤدي إلى إنشاء نتوءات سطحية تطبع العيوب على الشريط. الوقاية من خطوط الجلفنة: استخدام اللفائف ذات طبقات اللحام أو طبقات الرش الحراري ذات قابلية منخفضة للزنك؛ الحفاظ على كيمياء حمام الزنك ضمن نطاقات محتوى الألومنيوم المحددة؛ تنفيذ إجراءات تنظيف اللفة المنتظمة أثناء التوقفات المجدولة.
- مجلة تحمل الفشل: الضبط أو التآكل المتسارع في محامل المجلة الطرفية، غالبًا ما يحدث بسبب عدم كفاية تدفق مياه التبريد إلى المجلات المبردة بالماء أو عن طريق اختلال المجلة في مبيت محامل الفرن. الوقاية: تنفيذ مراقبة تدفق مياه التبريد بأجهزة إنذار أوتوماتيكية؛ إجراء فحوصات المحاذاة على كل تغيير في الأسطوانة؛ تحديد خلوص محمل المجلة المناسب للتمدد الحراري لمجموعة اللفائف عند درجة حرارة التشغيل.
المواصفات الأساسية التي يجب تحديدها عند طلب لفات أفران سبائك الصلب
يجب أن تحدد المواصفات الكاملة لأسطوانة الفرن ثمانية معلمات فنية على الأقل للتأكد من أن اللفة الموردة تلبي متطلبات تشغيل الفرن وتناسب مبيتات المحامل وأنظمة القيادة الحالية دون تعديل.
| المعلمة | الوصف | النطاق النموذجي | لماذا يهم؟ |
| درجة سبائك | ASTM، DIN، أو تسمية الملكية | 310، HK40، HP-NB | يحدد قدرة درجة الحرارة وعمر الخدمة |
| قطر البرميل وطوله | OD × طول الوجه بالملم | 150-1,200 ملم OD | يجب أن يتطابق مع أبعاد غلاف الفرن الموجودة |
| سمك الجدار | جدار قذيفة برميل في ملم | 15-60 ملم | يحدد سعة الحمولة والكتلة الحرارية |
| قطر المجلة وطولها | مجلة OD × طول الجلوس | لكل الإسكان تحمل | يجب أن يتناسب مع المساكن الحاملة الموجودة |
| درجة حرارة التشغيل | درجة حرارة الخدمة القصوى والمستمرة | 700-1200 درجة مئوية | يحدد متطلبات درجة السبائك |
| جو الفرن | الهواء، HNx، H2، الكربنة، بخار الزنك | خاص بالتطبيق | يؤثر على اختيار السبائك والطلاء |
| المعالجة السطحية | نوع الطلاء، سمك، النهاية | كما هو تشكيله للسيراميك HVOF | يحدد مقاومة التراكم وجودة الشريط |
| شهادة التركيب الكيميائي | مطحنة سيرت مع التحليل الحراري | مطلوبة لجميع القوائم الهامة | التحقق من مطابقة درجة السبائك |
الجدول 3: المعلمات التقنية الرئيسية المطلوبة في المواصفات الكاملة للفة فرن سبائك الصلب، مع النطاقات النموذجية والأساس المنطقي للمواصفات.
الأسئلة المتداولة حول لفائف سبائك الصلب للأفران
ما هو الفرق بين السبائك المعدلة HK40 و HP لفات الفرن؟
تشترك السبائك المعدلة HK40 وHP في نفس التركيبة الأساسية التي تبلغ حوالي 25% كروم و35% نيكل، لكن درجات HP المعدلة تشتمل على إضافات سبائك دقيقة من النيوبيوم أو التنغستن أو التيتانيوم والتي تعمل على تحسين قوة التمزق الزحف بشكل كبير عند درجات حرارة أعلى من 1050 درجة مئوية وتطيل عمر الخدمة بنسبة 30 إلى 50% في المناطق ذات درجات الحرارة العالية. بالنسبة للفة التي تعمل في درجة حرارة أقل من 1000 درجة مئوية، يعتبر معيار HK40 مناسبًا وأكثر فعالية من حيث التكلفة. بالنسبة للفة في المناطق ذات درجات الحرارة الأعلى في أفران إعادة التسخين والنقع، فإن تحديد السبائك المعدلة HP-Nb أو HP-W يتم تبريره عادةً من خلال عمر الخدمة الممتد وتقليل تكرار تغيير اللفة، حتى مع علاوة تكلفة المواد بنسبة 15 إلى 25% عن HK40 القياسي.
كم مرة يجب استبدال لفات فرن سبائك الصلب؟
يتراوح عمر الخدمة لفات أفران سبائك الصلب من 1 إلى 5 سنوات اعتمادًا على درجة السبيكة ودرجة حرارة التشغيل وأجواء الفرن وتحميل شد الشريط وتردد التدوير الحراري، مع لفات الموقد في خطوط التلدين التي تعمل بشكل مستمر والتي تستمر عادةً من 18 إلى 36 شهرًا قبل الحاجة إلى الاستبدال. يجب فحص البكرات أثناء كل إيقاف صيانة مخطط له باستخدام فحوصات الأبعاد (قياس القطر في نقاط متعددة على طول البرميل للكشف عن الترهل أو التآكل)، والفحص البصري للتشقق السطحي وأضرار الأكسدة، والاختبار غير المدمر (فحص الجسيمات المغناطيسية أو تغلغل الصبغة) في المجلات ومناطق اللحام. يجب جدولة الاستبدال قبل أن يتجاوز فقدان القطر 1 إلى 2٪ من قطر البرميل الأصلي لمنع مشاكل تتبع الشريط والتحكم في التوتر.
هل يمكن إصلاح وتجديد لفات فرن سبائك الفولاذ بدلاً من استبدالها؟
نعم، يمكن في كثير من الأحيان تجديد لفات فرن سبائك الصلب التي بها تلف موضعي، أو صفائح مهترئة، أو فقدان أكسدة السطح عن طريق تصنيع البرميل إلى قطر جديد ضمن نطاق التسامح الأبعاد، وإعادة طلاء السطح، واستبدال المجلات النهائية، وإعادة المعالجة إلى الأبعاد النهائية، مما يطيل عمر جسم اللفة بنسبة 30 إلى 50٪ من تكلفة اللفة الجديدة. يكون التجديد مجديًا اقتصاديًا عندما يكون سمك جدار البرميل المتبقي كافيًا لمتطلبات الضغط عند درجة حرارة التشغيل وعندما لا تظهر السبيكة الأساسية أي دليل على تقصف مرحلة سيجما أو الكربنة الشديدة. يجب استبدال اللفات التي تحتوي على شقوق في الجدران، أو الترهل المفرط، أو تدهور السبائك نتيجة التعرض لدرجات الحرارة الزائدة بدلاً من تجديدها، نظرًا لأن إصلاحات اللحام على السبائك المقاومة للحرارة شديدة التدهور لها موثوقية ضعيفة في الخدمة ذات درجات الحرارة العالية.
ما الذي يسبب تراكم لفات الفرن وكيف تتم إزالته؟
يحدث تراكم لفات الفرن بسبب تناثر جزيئات أكسيد الحديد من سطح الشريط الملتصقة والتلبيد على سطح اللفافة عند درجة حرارة مرتفعة، وفي خطوط الجلفنة بواسطة المركبات المعدنية بين الزنك والحديد المترسبة من حمام الزنك على اللفات المغمورة عند درجة حرارة حمام الزنك من 450 إلى 460 درجة مئوية. في أفران التلدين والمعالجة الحرارية، تتم إزالة تراكم أكسيد الحديد أثناء إيقاف الصيانة عن طريق الطحن الميكانيكي أو التفجير بالحبيبات البرميلية المبردة، يليه فحص عيوب السطح التي حجبها التراكم. في خطوط الجلفنة، يتم التحكم في تراكم الزنك والحديد من خلال إدارة كيمياء الحمام (الحفاظ على 0.13 إلى 0.20٪ من الألومنيوم في حمام الزنك يمنع تكوين المعادن بين المعادن) وباستخدام اللفات ذات الطلاءات السطحية ذات الألفة المنخفضة للعناصر المعدنية من الزنك والحديد.
ما هي اختبارات الجودة التي يجب أن تمر بها لفات فرن سبائك الصلب قبل التسليم؟
يجب أن يتضمن برنامج قبول الجودة الكامل للفات أفران سبائك الصلب تحليل التركيب الكيميائي (تحليل مقياس الطيف لعينة اختبار من نفس حرارة صب اللف)، وفحص الأبعاد مقابل تفاوتات الرسم، والاختبار الشعاعي أو بالموجات فوق الصوتية للعيوب الداخلية، وقياس صلابة السطح، واختبار الضغط الهيدروليكي لقنوات المبردة بالماء حيثما أمكن ذلك. بالنسبة إلى اللفات الحرجة في خطوط المعالجة المستمرة حيث يؤدي فشل اللفة إلى خسارة كبيرة في الإنتاج، قد تتضمن متطلبات التأهيل الإضافية بيانات اختبار الزحف للحرارة الفعلية للسبائك الموردة، والفحص الميتالوغرافي لقطعة اختبار من نفس الصب، وقياس استقامة كامل الطول للتحقق من نفاد البرميل ضمن التسامح المحدد (عادةً قراءة مؤشر إجمالي من 0.2 إلى 0.5 مم على طول البرميل بالكامل).
الخلاصة: مطابقة لفائف سبائك الصلب لمتطلبات الفرن الخاص بك
يعد اختيار لفائف سبائك الصلب الصحيحة للأفران قرارًا يحدد بشكل مباشر مدة تشغيل الفرن، وجودة سطح الشريط، والتكلفة الإجمالية لملكية مخزون اللفائف على مدار عمر حملة الفرن. منطق الاختيار الأساسي واضح ومباشر: مطابقة درجة حرارة الخدمة المستمرة المعتمدة لدرجة السبائك مع درجة حرارة التشغيل القصوى الفعلية في منطقة اللف بهامش 50 درجة مئوية على الأقل، وتحديد صب الطرد المركزي لقسم البرميل كلما كان ذلك ممكنًا لتحقيق الكثافة ومزايا الملكية، وتحديد متطلبات معالجة السطح بناءً على آليات التراكم والتآكل المحددة في جو الفرن الخاص بك، وتنفيذ برنامج فحص منهجي يتتبع تدهور اللفة لتمكين الاستبدال المخطط بدلاً من التغييرات الطارئة.
نظرًا لأن خطوط المعالجة تدفع نحو سرعات أعلى للشريط، وعرض شريط أوسع، وأجواء الفرن الأكثر عدوانية سعيًا لتحقيق أهداف الإنتاجية وجودة المنتج، تستمر تقنية لفات فرن سبائك الصلب في التطور من خلال تركيبات أكثر تعقيدًا من السبائك الدقيقة، وممارسات الصب المحسنة، وهندسة الأسطح المتقدمة لتلبية متطلبات ظروف تشغيل الفرن من الجيل التالي بأمان واقتصاد.