English
English русский
русский Español
Español عربى
عربىتوفر المكونات المصبوبة بالطرد المركزي باستمرار خواص ميكانيكية فائقة وبنية مجهرية أكثر كثافة وعمر خدمة أطول مقارنة بالأجزاء المنتجة بطرق الصب الثابتة. من خلال استخدام القوة الدورانية الخاضعة للتحكم لتوزيع المعدن المنصهر على جدار القالب، فإن عملية الصب بالطرد المركزي تقضي على المسامية والانكماش وعيوب الشمول التي تصيب مصبوبات الرمل والجاذبية التقليدية. من أنابيب الضغط وبطانات الأسطوانات إلى حلقات الفضاء الجوي ومعدات العمليات الكيميائية، تعد الأجزاء المصبوبة بالطرد المركزي معيارًا للسلامة الهيكلية في التطبيقات الصعبة. يشرح هذا الدليل بالضبط كيفية عمل العملية، وأين تتفوق، وكيفية تحديد ما إذا كانت طريقة التصنيع المناسبة لمكوناتك.
محتوى
- 1 ماذا يعني "يلقي بالطرد المركزي"؟
- 2 كيف تتم عملية الصب بالطرد المركزي خطوة بخطوة
- 3 ثلاثة أنواع من الصب بالطرد المركزي: صحيح، وشبه، وطرد مركزي
- 4 لماذا تعتبر الأجزاء المصبوبة بالطرد المركزي متفوقة من الناحية المعدنية
- 5 المصبوب بالطرد المركزي مقابل المصبوب الرملي مقابل المصبوب الاستثماري: مقارنة مباشرة
- 6 المواد التي يتم إنتاجها عادة كمكونات مصبوبة بالطرد المركزي
- 7 الصناعات التي تعتمد على مكونات الصب بالطرد المركزي
- 8 حدود الصب بالطرد المركزي: متى تختار عملية مختلفة
- 9 معايير مراقبة الجودة للمكونات المصبوبة بالطرد المركزي
- 10 الأسئلة المتداولة حول الأجزاء المصبوبة بالطرد المركزي
- 10.1 س: ما هو الفرق بين المصبوب بالطرد المركزي والمصبوب بالطرد المركزي؟
- 10.2 س: ما هو سمك الجدران المصبوبة بالطرد المركزي؟
- 10.3 س: هل يمكن للصب بالطرد المركزي إنتاج مكونات ثنائية المعدن؟
- 10.4 س: كيف يمكن مقارنة الصب بالطرد المركزي بتزوير مكونات الحلقة والأسطوانة؟
- 10.5 س: ما مدى تحمل سمك الجدار الذي يمكن تحقيقه في الأجزاء المصبوبة بالطرد المركزي؟
- 10.6 س: ما هو الحد الأقصى للقطر والطول الذي يمكن تحقيقه في عملية الصب بالطرد المركزي؟
- 11 الخلاصة: متى يتم تحديد مكونات الصب بالطرد المركزي
ماذا يعني "يلقي بالطرد المركزي"؟
أ يلقي بالطرد المركزي الجزء هو الذي يتم إنتاجه عن طريق صب المعدن المنصهر في قالب سريع الدوران، حيث تقوم قوة الطرد المركزي - وليس الجاذبية - بدفع المعدن إلى الخارج لتشكيل شكل كثيف وموحد على جدار القالب. يميز هذا المصطلح هذه الفئة من المكونات عن تلك المنتجة بطرق الصب الثابتة مثل صب الرمل، أو صب الاستثمار، أو صب القالب بالجاذبية، حيث يملأ المعدن تجويفًا ثابتًا.
يتم التحكم بدقة في سرعة دوران القالب أثناء الصب وعادة ما تولد قوة طرد مركزي تبلغ 75 إلى 150 مرة قوة الجاذبية (75-150 جم) . تعمل هذه القوة الشديدة على ضغط المعدن المتصلب، ودفع الشوائب الأخف وزنًا - الخبث، والأكسيدات، وفقاعات الغاز - نحو التجويف الداخلي حيث يمكن تشكيلها بعيدًا، وتنتج بنية حبيبية أكثر دقة وأكثر محاذاة اتجاهيًا مما يمكن أن تحققه أي عملية صب ثابتة.
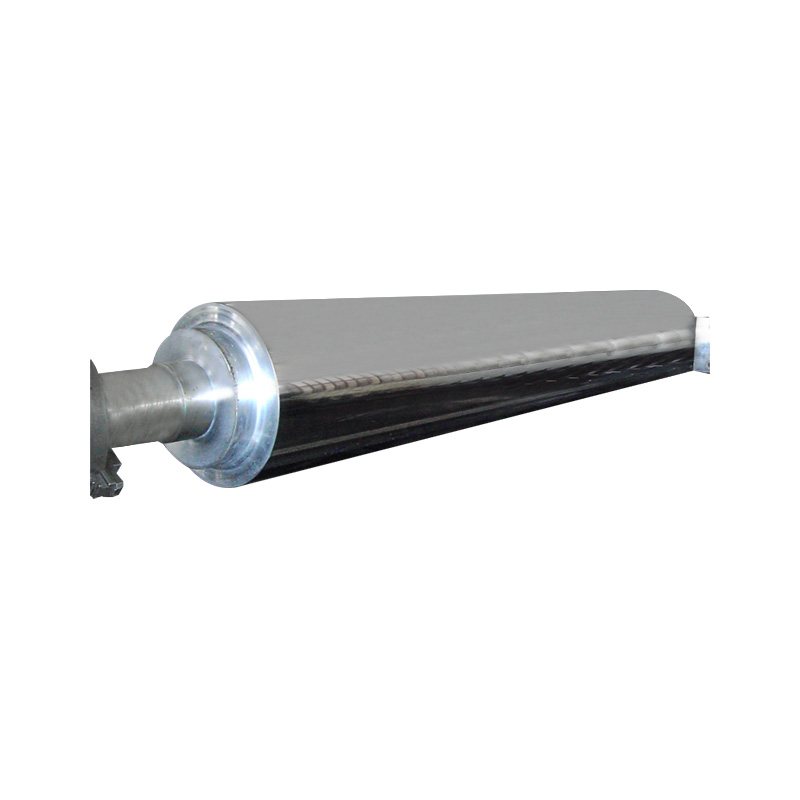
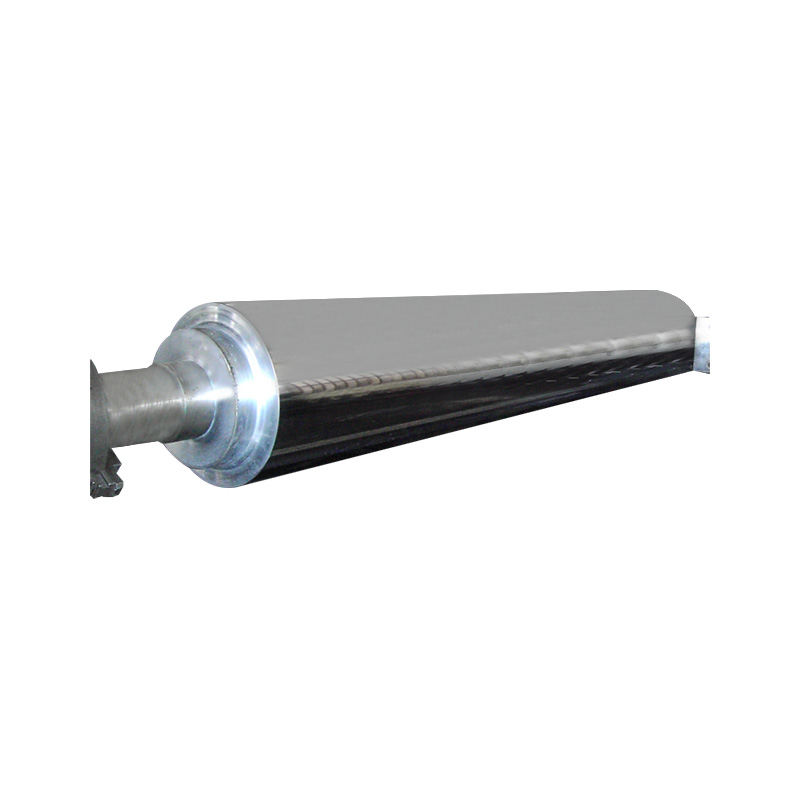
يتم تطبيق هذه العملية بشكل شائع على الأشكال الهندسية الأسطوانية أو الأنبوبية - الأنابيب، والخواتم، والأكمام، والبطانات، والبطانات - على الرغم من أن الأشكال المختلفة للعملية يمكن أن تنتج أشكالًا غير متماثلة أكثر تعقيدًا.
كيف تتم عملية الصب بالطرد المركزي خطوة بخطوة
تتبع عملية الصب بالطرد المركزي سير عمل متسلسل بدقة حيث يتم التحكم بعناية في إعداد القالب ومعدل الصب وسرعة الدوران ومعدل التبريد لإنتاج أجزاء خالية من العيوب. إليك كيفية سير دورة الصب بالطرد المركزي الأفقية القياسية:
- الخطوة الأولى – تحضير القالب: أ permanent steel or graphite mold is cleaned, preheated to 150–300°C, and coated with a refractory wash to prevent metal adhesion and control heat extraction rate.
- الخطوة 2 - دوران القالب: يتم تسريع القالب إلى سرعة الدوران المستهدفة، عادةً 300-3000 دورة في الدقيقة اعتمادًا على قطر القالب وكثافة السبيكة، قبل بدء الصب.
- الخطوة 3 – صب المعادن: يتم إدخال المعدن المنصهر من خلال صنبور صب أو حوض بمعدل تدفق متحكم فيه أثناء دوران القالب. يتم رمي المعدن على الفور إلى الخارج على جدار القالب بواسطة قوة الطرد المركزي.
- الخطوة 4 - التصلب: يتصلب المعدن من الخارج إلى الداخل، حيث يتجمد الجدار الخارجي الكثيف أولاً أمام القالب البارد. تنفصل الشوائب الأخف إلى الداخل باتجاه التجويف وتتصلب أخيرًا.
- الخطوة 5 - الاستخراج والتفتيش: بمجرد تصلبها، يتم استخراج الصب، وتركها لتبرد، وتخضع لفحص الأبعاد، واختبار الموجات فوق الصوتية، وفحص السطح قبل التصنيع.
- الخطوة 6 – التصنيع: يتم إزالة التجويف الداخلي - الذي يحتوي على طبقة الشوائب المنفصلة - مما يترك فقط الهيكل المعدني الخارجي النظيف والكثيف. وهذه ميزة نوعية رئيسية: تتم إزالة العيوب بشكل منهجي، وليس إخفاؤها.
ثلاثة أنواع من الصب بالطرد المركزي: صحيح، وشبه، وطرد مركزي
لا تستخدم جميع الأجزاء المصبوبة بالطرد المركزي نفس متغير العملية - تختلف الأنواع الثلاثة الرئيسية في اتجاه القالب، والقدرة الهندسية، والدرجة التي تشكل بها قوة الطرد المركزي الجزء النهائي.
1. صب الطرد المركزي الحقيقي
يتم محاذاة محور القالب مع محور الصب. يتكون السطح الداخلي للجزء بالكامل بواسطة قوة الطرد المركزي، ولا يتم استخدام أي قلب. هذه هي العملية المستخدمة لإنتاج الأنابيب والأسطوانات والخواتم والأنابيب . يمكن توجيه القالب أفقيًا (للأسطوانات الطويلة) أو عموديًا (للحلقات القصيرة ذات الأقطار الكبيرة). يوفر هذا المتغير أقصى قدر من الكثافة وفائدة البنية المجهرية لجميع الطرق الثلاث.
2. صب شبه الطرد المركزي
يدور القالب حول محور عمودي، ولكن يتم استخدام قلب مركزي لتشكيل الهندسة الداخلية. تعمل قوة الطرد المركزي على تكملة توزيع المعادن، وليس تحديدها فقط. تستخدم هذه الطريقة ل فراغات التروس والعجلات والبكرات والمكونات ذات الحواف حيث مطلوب مركز صلب. توفر العملية كثافة محسنة مقارنة بالصب الثابت ولكن أقل من الصب بالطرد المركزي الحقيقي.
3. الطرد المركزي (صب الضغط)
يتم ترتيب تجاويف العفن المتعددة بشكل قطري حول ذرب مركزي. تدور المجموعة بأكملها باستخدام ضغط الطرد المركزي لإجبار المعدن على الدخول في كل تجويف. يستخدم هذا البديل ل أجزاء صغيرة ومعقدة وغير متماثلة مثل مكونات الأسنان والمجوهرات والأجزاء الدقيقة الصغيرة حيث يكون تحسين الحشو وتقليل المسامية هو الهدف الأساسي. فائدة الطرد المركزي هنا هي اكتمال الملء بدلاً من تحسين الكثافة.
| اكتب | اتجاه القالب | الأساسية المطلوبة؟ | الأجزاء النموذجية | فائدة الكثافة |
| الطرد المركزي الحقيقي | أفقي أو عمودي | لا | الأنابيب والأسطوانات والخواتم | الحد الأقصى |
| شبه الطرد المركزي | عمودي | نعم (مركز النواة) | الفراغات والعتاد، والعجلات، والشفاه | عالية |
| الطرد المركزي | عمودي (radial cavities) | نعم (قوالب على شكل) | أجزاء دقيقة صغيرة | معتدل |
الجدول 1: مقارنة بين متغيرات عملية الصب بالطرد المركزي الثلاثة حسب الاتجاه، والمتطلبات الأساسية، وهندسة الجزء، وفوائد الكثافة النسبية.
لماذا تعتبر الأجزاء المصبوبة بالطرد المركزي متفوقة من الناحية المعدنية
إن المزايا المعدنية للمكونات المصبوبة بالطرد المركزي ليست هامشية - فهي قابلة للقياس، وقابلة للتكرار، وموثقة عبر عقود من بيانات اختبار المواد. إليك ما تقدمه فيزياء العملية:
مسامية قريبة من الصفر
في المسبوكات الثابتة، تصبح فقاعات الغاز وفراغات الانكماش محاصرة داخل الكتلة المتصلبة. في الأجزاء المصبوبة بالطرد المركزي، يكون مجال قوة الطرد المركزي (75-150 جم) أقوى بكثير من قوى الطفو التي من شأنها أن تثبت فقاعات الغاز في مكانها، لذلك تهاجر الفقاعات إلى الداخل إلى التجويف ويتم التخلص منها من خلال التشغيل الآلي. يجد الاختبار المستقل بانتظام مستويات المسامية أقل من 0.1% في المكونات المصبوبة بالطرد المركزي، مقارنة بـ مسامية 2-5% في المسبوكات الرملية ما يعادلها.
التصلب الاتجاهي وبنية الحبوب الدقيقة
يتصلب المعدن من الجدار الخارجي إلى الداخل في جزء مصبوب بالطرد المركزي. ينتج عن هذا التصلب الاتجاهي بنية حبيبية عمودية محاذية شعاعيًا - وهو الاتجاه الأقوى للتطبيقات التي تحتوي على الضغط. والنتيجة هي مادة تتصرف بشكل أقرب إلى المعدن المشغول (المصنوع) من مادة الصب التقليدية من حيث خصائص الشد والتعب.
مزايا الملكية الميكانيكية
بالمقارنة مع مكافئات صب الرمل في نفس السبيكة، فإن المكونات المصبوبة بالطرد المركزي تظهر عادةً ما يلي:
- قوة شد أعلى بنسبة 10-20%
- قوة إنتاج أعلى بنسبة 15-25%
- استطالة أفضل بنسبة 20-30% (ليونة)
- تحسين مقاومة التعب بشكل ملحوظ تحت التحميل الدوري
- مقاومة فائقة للتآكل بسبب بنية مجهرية متجانسة وخالية من الشمول
فصل الإدماج
الخبث والأكاسيد والشوائب غير المعدنية أقل كثافة من مصفوفة المعدن المنصهر. وتحت قوة الطرد المركزي، تنفصل إلى الداخل إلى سطح التجويف، وهي نفس المنطقة التي يتم فصلها آليًا لاحقًا. وهذا يعني أن الجدار الهيكلي للجزء النهائي موجود خالية أساسا من الادراج ، نتيجة لعدم إمكانية تكرار أي طريقة صب ثابتة بشكل موثوق.
المصبوب بالطرد المركزي مقابل المصبوب الرملي مقابل المصبوب الاستثماري: مقارنة مباشرة
تتميز الأجزاء المصبوبة بالطرد المركزي بالخصائص الميكانيكية والسلامة الداخلية، بينما يفوز صب الرمل بالمرونة الهندسية ويتفوق صب الاستثمار في التفاصيل الدقيقة - يعتمد الاختيار الصحيح على المتطلبات الوظيفية للجزء.
| المعيار | يلقي بالطرد المركزي | صب الرمل | طاقم الاستثمار |
| المسامية الداخلية | <0.1% (ممتاز) | 2-5% (فقير) | 0.5-1% (جيد) |
| قوة الشد | عاليةest | أدنى | معتدل–High |
| التعقيد الهندسي | منخفض – متوسط (أسطواني) | عالية جدًا | عالية جدًا |
| الانتهاء من السطح (كما هو مصبوب) | معتدل (OD smooth) | خشن | ممتاز |
| العائد المادي | عالية (no risers/gates) | منخفض (نفايات نظام البوابات) | معتدل |
| تكلفة الأدوات | معتدل | منخفض | عالية |
| أفضل ل | أجزاء الضغط، البطانات، الحلقات | أشكال كبيرة ومعقدة | أجزاء دقيقة صغيرة |
الجدول 2: مقارنة وجهاً لوجه لأجزاء الصب بالطرد المركزي، وصب الرمل، وأجزاء الصب الاستثماري عبر المسامية، والقوة، والهندسة، والانتهاء من السطح، والإنتاجية، وتكلفة الأدوات، وملاءمة التطبيق.
المواد التي يتم إنتاجها عادة كمكونات مصبوبة بالطرد المركزي
يتوافق الصب بالطرد المركزي تقريبًا مع كل أنظمة السبائك القابلة للصب، وهو فعال بشكل خاص مع المواد التي تستفيد من التصلب الاتجاهي ومحتوى التضمين المنخفض. تشمل المواد المصبوبة بالطرد المركزي الأكثر شيوعًا ما يلي:
- الحديد الزهر الرمادي والمرن: تستخدم لبطانات الاسطوانة والأنابيب ومكونات الآلة. يعرض الحديد الزهر بالطرد المركزي محاذاة رقائق الجرافيت التي تعزز مقاومة التآكل في تطبيقات البطانة.
- الكربون والفولاذ منخفض السبائك: تستخدم لأوعية الضغط، ومعدات العمليات الكيميائية، والحلقات الهيكلية. يحقق الفولاذ المصبوب بالطرد المركزي خصائص ميكانيكية شبه مشغولة.
- الفولاذ المقاوم للصدأ (سلسلة 300 و400): تستخدم في المواد الكيميائية المسببة للتآكل، وتجهيز الأغذية، والتطبيقات الصيدلانية. تعمل البنية المجهرية الخالية من الشوائب المصنوعة من الفولاذ المقاوم للصدأ المصبوب بالطرد المركزي على تعزيز مقاومة التآكل في الشقوق.
- السبائك الفائقة القائمة على النيكل: يستخدم لحلقات الفضاء الجوي ومكونات توربينات الغاز ومعدات المعالجة ذات درجة الحرارة العالية حيث تكون مقاومة الزحف أعلى من 700 درجة مئوية مطلوبة.
- سبائك النحاس (البرونز والنحاس ومعدن البندقية): تستخدم للبطانات والمحامل والأكمام والمكونات البحرية. تتميز مصبوبات الطرد المركزي البرونزية بخصائص تحمل ممتازة ومقاومة للتآكل في مياه البحر.
- أluminum alloys: يستخدم في تطبيقات الطيران والسيارات والمنتجات الاستهلاكية خفيفة الوزن حيث تتطلب مكونات أنبوبية رقيقة الجدار.
- سبائك التيتانيوم: تستخدم في تطبيقات الطيران والفضاء الطبية المتخصصة. يتطلب صب التيتانيوم بالطرد المركزي معالجة فراغية أو جو خامل بسبب تفاعل المعدن الشديد عند درجات حرارة الصب.
الصناعات التي تعتمد على مكونات الصب بالطرد المركزي
تعتبر الأجزاء المصبوبة بالطرد المركزي ضرورية في كل صناعة حيث يجب أن تتحمل المكونات الأسطوانية الضغط أو درجة الحرارة أو الإجهاد الميكانيكي عند مستويات لا يمكن للمسبوكات الثابتة أن تدعمها بشكل موثوق.
النفط والغاز والبتروكيماويات
تشكل الأنابيب والأنابيب والتجهيزات المصبوبة بالطرد المركزي العمود الفقري لأنظمة أفران المصفاة وأنابيب التكسير الحفزي وخطوط التدفق عالية الضغط. تعمل أنابيب الإشعاع والحمل الحراري في 900-1100 درجة مئوية في أفران المصفاة يتم صبها بشكل عالمي تقريبًا بالطرد المركزي في سبائك مقاومة للحرارة مثل الفولاذ المقاوم للصدأ HP-Modified أو HK-40 - وهي مواد يعتمد أدائها عند درجة الحرارة بشكل كامل على التماثل الهيكلي المجهري الذي لا يمكن أن يحققه سوى الصب بالطرد المركزي.
توليد الطاقة
يتم بشكل روتيني صب أغلفة التوربينات البخارية، وأكمام الدوار، وأنابيب الغلايات في محطات الطاقة الحرارية بالطرد المركزي من سبائك الكروم والفولاذ المقاوم للصدأ. تعد القدرة على إنتاج أسطوانات سميكة الجدار بسمك جدار ثابت أمرًا بالغ الأهمية للمكونات التي تعمل بها ضغوط البخار تتجاوز 300 بار .
أerospace and Defense
يجب أن تستوفي الحلقات الهيكلية الفضائية الجوية، وسباقات التحمل، وأغطية التوربينات المنتجة كمكونات مصبوبة بالطرد المركزي معايير القبول الصارمة للغاية للاختبارات غير المدمرة (NDT). المسامية القريبة من الصفر لحلقات السبائك الفائقة من النيكل المصبوبة بالطرد المركزي تسمح لها بالمرور فحص اختراق الفلورسنت (FPI) واختبار الموجات فوق الصوتية المعايير التي من شأنها القضاء على معظم البدائل الثابتة.
أutomotive and Heavy Equipment
تعتبر بطانات أسطوانات المحرك - الأكمام الحديدية المقاومة للتآكل والتي تشكل سطح التجويف في محركات الديزل والبنزين - من بين أكبر المكونات المصبوبة بالطرد المركزي في الإنتاج على مستوى العالم. يتم صب الملايين من بطانات الأسطوانات بالطرد المركزي سنويًا لأن العملية تنتج بنية مجهرية من الجرافيت على سطح التجويف مما يعمل على تحسين احتباس الزيت ومقاومة التآكل عن طريق 30-50% مقارنة بالبدائل الثابتة أو الآلية.
البنية التحتية للمياه والصرف الصحي
لقد تم صب أنابيب المياه المصنوعة من حديد الدكتايل وأنابيب الضغط والتجهيزات بطريقة الطرد المركزي للبنية التحتية لإمدادات المياه البلدية لأكثر من قرن من الزمان. تتوافق أنابيب حديد الدكتايل المصبوبة بالطرد المركزي مع المعايير الدولية مثل ISO 2531 و EN 545 ، وتتجاوز مدة الخدمة النموذجية في التطبيقات المدفونة 100 سنة .
البحرية والبحرية
يتم صب أكمام عمود المروحة وبطانات أنبوب المؤخرة وأجسام مضخات مياه البحر بالطرد المركزي من برونز النيكل والألمنيوم أو الفولاذ المقاوم للصدأ المزدوج. تعمل البنية المجهرية المتجانسة على التخلص من تآكل الطور الانتقائي (إزالة الزنك، وإزالة الألمنيوم) الذي يؤثر على البدائل المصبوبة بشكل ثابت في خدمة مياه البحر.
حدود الصب بالطرد المركزي: متى تختار عملية مختلفة
على الرغم من مزاياها المعدنية، فإن الصب بالطرد المركزي ليس هو الخيار الصحيح لكل مكون - فالقيود الهندسية والعوامل الاقتصادية تعني أن بعض الأجزاء يمكن خدمتها بشكل أفضل من خلال عمليات بديلة.
- هندسة معقدة غير متماثلة: لا يمكن إنتاج المكونات ذات الشفاه، أو العروات المتصاعدة، أو الزعانف الرفيعة، أو الممرات الداخلية المعقدة عن طريق الصب بالطرد المركزي الحقيقي. يعتبر صب الرمل أو صب الاستثمار أكثر ملاءمة.
- أحجام الدفعات الصغيرة جدًا: يشتمل إعداد القالب ومعايرة النظام الدوراني على تكاليف ثابتة تجعل عملية الصب بالطرد المركزي أقل من المستوى الاقتصادي الأمثل للكميات الأقل تقريبًا 10-20 قطعة في بعض أنظمة السبائك.
- أlloys with extreme density differences between phases: في بعض السبائك متعددة الأطوار، يمكن أن يتسبب الفصل بالطرد المركزي في حدوث تدرجات تركيبية من خلال سمك الجدار - وهو عيب وليس ميزة. ويجب إدارة ذلك من خلال اختيار السبائك والتحكم في العمليات.
- مكونات غير متماثلة كبيرة جدًا: تقع المسبوكات الهيكلية مثل كتل المحرك أو أجسام الصمامات أو أغلفة المضخات خارج الغلاف الهندسي للمسبوكات الطاردة المركزية. يتم تقديم هذه الخدمات بشكل أفضل عن طريق الرمل غير المخبوز أو صب الاستثمار.
معايير مراقبة الجودة للمكونات المصبوبة بالطرد المركزي
يجب أن تتوافق الأجزاء المصبوبة بالطرد المركزي والمخصصة للتطبيقات الحرجة مع مجموعة صارمة من معايير اختبار المواد والأبعاد وغير المدمرة. تشمل المعايير الأساسية المطبقة على المكونات المصبوبة بالطرد المركزي ما يلي:
| قياسي | أpplication | المتطلبات الرئيسية |
| أSTM A 48 / A 278 | مصبوبات الطرد المركزي من الحديد الرمادي | قوة الشد، الصلابة، البنية المجهرية |
| أSTM A 532 | أbrasion-resistant cast iron | الصلابة، التركيب، البنية المجهرية |
| آيزو 2531 / إن 545 | أنابيب المياه الحديد الدكتايل | اختبار الضغط الهيدروستاتيكي، سمك الجدار، الطلاء |
| أSTM A 999 / A 530 | أنابيب الصلب وأنبوب الطرد المركزي | الاختبار الهيدروستاتيكي، تفاوتات الأبعاد، NDT |
| أMS 2175 | أerospace castings classification | معايير القبول الشعاعية، FPI، بالموجات فوق الصوتية |
الجدول 3: معايير الجودة والامتثال الرئيسية المطبقة على مكونات الصب بالطرد المركزي عبر الصناعات بما في ذلك البنية التحتية للمياه، وأنابيب الصلب، والحديد الزهر، والفضاء.
الأسئلة المتداولة حول الأجزاء المصبوبة بالطرد المركزي
س: ما هو الفرق بين المصبوب بالطرد المركزي والمصبوب بالطرد المركزي؟
غالبًا ما يتم استخدام المصطلحين بالتبادل في الصناعة، ولكن من الناحية الفنية "يلقي بالطرد المركزي" يشير إلى صب الطرد المركزي الحقيقي حيث يتم تشكيل شكل الجزء مباشرة بواسطة قوة الطرد المركزي (كما هو الحال في الأنابيب والأسطوانات)، بينما "يلقي الطرد المركزي" أو "الطرد المركزي" يشير إلى متغير الصب بالضغط حيث يتم ترتيب تجاويف القالب المتعددة حول محور مركزي وقوة الطرد المركزي تعمل على تحسين التعبئة وتقليل المسامية في الأجزاء ذات الشكل المعقد.
س: ما هو سمك الجدران المصبوبة بالطرد المركزي؟
لا يوجد حد أعلى عملي لسمك الجدار للمكونات المصبوبة بالطرد المركزي - تعتبر الأسطوانات والحلقات ذات الجدران السميكة جدًا بمثابة قوة خاصة للعملية. سمك الجدار من 3 ملم إلى أكثر من 200 ملم تم إنتاجها بنجاح. تعتبر هذه العملية مفيدة بشكل خاص لأوعية الضغط ذات الجدران السميكة لأن نمط التصلب من الخارج إلى الداخل يضمن تجميد الجدار الخارجي ذو الأهمية الهيكلية أولاً تحت الضغط.
س: هل يمكن للصب بالطرد المركزي إنتاج مكونات ثنائية المعدن؟
نعم. تعد المكونات المصبوبة ثنائية المعدن بالطرد المركزي - حيث يتم صب سبائكين مختلفتين بشكل تسلسلي لتشكيل جدار مركب - تطبيقًا تجاريًا مهمًا لهذه العملية. ومن الأمثلة الشائعة طبقة خارجية من الحديد الصلب مقاومة للاهتراء مصبوبة فوق طبقة داخلية صلبة من حديد الدكتايل لتطبيقات مثل بطانات مطحنة الطحن وأغلفة اللف. يرتبط المعدنان ميتالورجيا عند الواجهة أثناء التصلب.
س: كيف يمكن مقارنة الصب بالطرد المركزي بتزوير مكونات الحلقة والأسطوانة؟
ينتج الحداد أعلى خواص ميكانيكية ممكنة من خلال صقل الحبوب الناتج عن التشوه، ولكنه يتطلب قوالب باهظة الثمن، ولا يمكن استخدامه لجميع السبائك، كما أنه محدود في سمك الجدار وقطره. يتم تحقيق الحلقات والأسطوانات المصبوبة بالطرد المركزي 80-95% من الخواص الميكانيكية من المطروقات المكافئة بتكلفة أقل بكثير للأدوات والإنتاج، ويمكن إنتاجها بأقطار وسمك الجدار حيث لا يكون التشكيل ممكنًا من الناحية الفنية.
س: ما مدى تحمل سمك الجدار الذي يمكن تحقيقه في الأجزاء المصبوبة بالطرد المركزي؟
عادةً ما يكون تحمل سماكة الجدار المصبوب للأجزاء المصبوبة بالطرد المركزي ±3-5% من سمك الجدار الاسمي ، اعتمادًا على السبائك ودرجة حرارة الصب وحالة القالب. بعد المعالجة، تم الانتهاء من تفاوت سمك الجدار ±0.1–0.5 ملم يتم تحقيقها بشكل روتيني، وتلبية متطلبات معظم أنابيب الضغط والمعايير الميكانيكية.
س: ما هو الحد الأقصى للقطر والطول الذي يمكن تحقيقه في عملية الصب بالطرد المركزي؟
تنتج آلات الصب بالطرد المركزي الأفقية بشكل روتيني الأنابيب والأسطوانات التي تصل إلى قطرها 2.5 متر وطولها 8-10 أمتار . تستخدم الآلات العمودية للحلقات القصيرة ذات القطر الكبير ويمكن أن تستوعب أقطار تتجاوز ذلك 3 متر . يتم تحديد الحد الأعلى العملي من خلال قدرة الماكينة والقدرة على التعامل مع القالب وليس من خلال فيزياء العملية نفسها.
الخلاصة: متى يتم تحديد مكونات الصب بالطرد المركزي
حدد المكونات المصبوبة بالطرد المركزي عندما يتطلب التصميم الخاص بك هندسة أسطوانية، ويتضمن التطبيق الضغط أو درجة الحرارة أو التآكل أو التآكل، وتكون فترة الخدمة أو السلامة هي الاهتمام الأساسي. هذه العملية ليست طريقة الصب الأكثر تنوعًا - فهي لا يمكن أن تتطابق مع صب الرمل بسبب التعقيد الهندسي أو الصب الاستثماري للحصول على تفاصيل دقيقة - ولكن بالنسبة للفئة المحددة من الأجزاء التي تنتجها، لا توجد عملية صب أخرى تقترب من مطابقة مزيجها من السلامة الهيكلية، وكفاءة المواد، واتساق الأبعاد.
البيانات لا لبس فيها: المسامية أقل من 0.1%، وقوة الشد 10-20% أعلى من معادلات الرمل، وعمر الخدمة يُقاس بعقود بدلاً من سنوات. سواء كنت تحدد أنبوب فرن لمصفاة، أو بطانة أسطوانة لمحرك ديزل، أو حلقة هيكلية لتجميع الفضاء الجوي، فإن اختيار يلقي بالطرد المركزي يعد المكون خيارًا للجودة المعدنية الفائقة بشكل واضح - وسجل حافل لأكثر من قرن من الاستخدام الصناعي الذي يدعي أنه كامل.